食品行业
食品加工企业的物料处理流程是一个系统而严谨的过程,在对在生产过程中所涉及的所有物料进行进料、储存、输送、称重计量等流程进行管理和控制,确保食品的安全、卫生和质量。
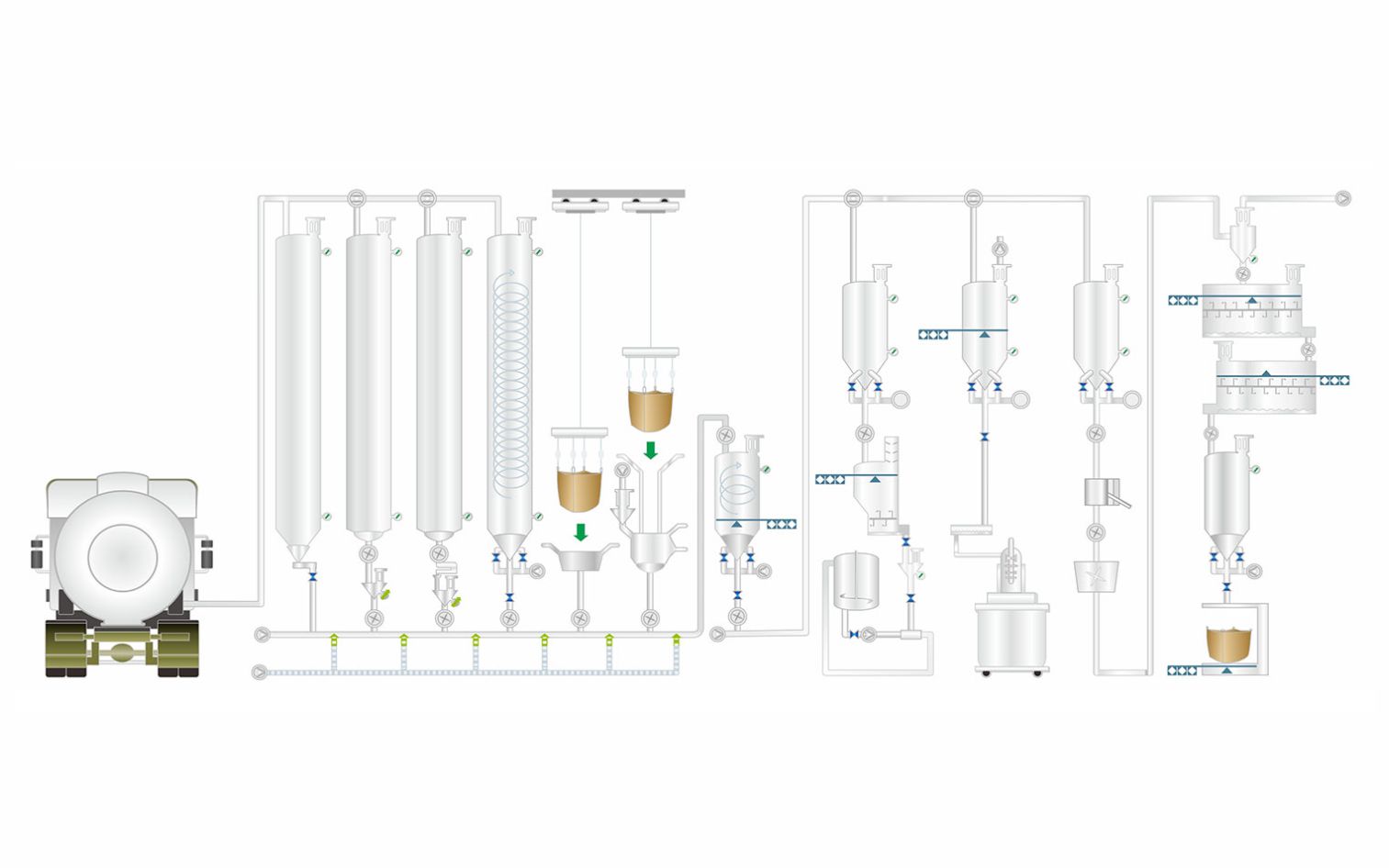
在输送物料的过程中,可以同时实现 计量、配料、筛分、混合、除铁、除杂的工艺,满足您的生产所需

 防交叉清洗验证难
防交叉清洗验证难 小料称量偏差难控
小料称量偏差难控 等结果急用料矛盾
等结果急用料矛盾 先进先出执行走样
先进先出执行走样 全密闭管道输送,杜绝交叉污染
全密闭管道输送,杜绝交叉污染 失重式连续称量,精度不漂移
失重式连续称量,精度不漂移 多配方一键切换,零等待调度
多配方一键切换,零等待调度 强制先进先出,全程批号追溯
强制先进先出,全程批号追溯



















